- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


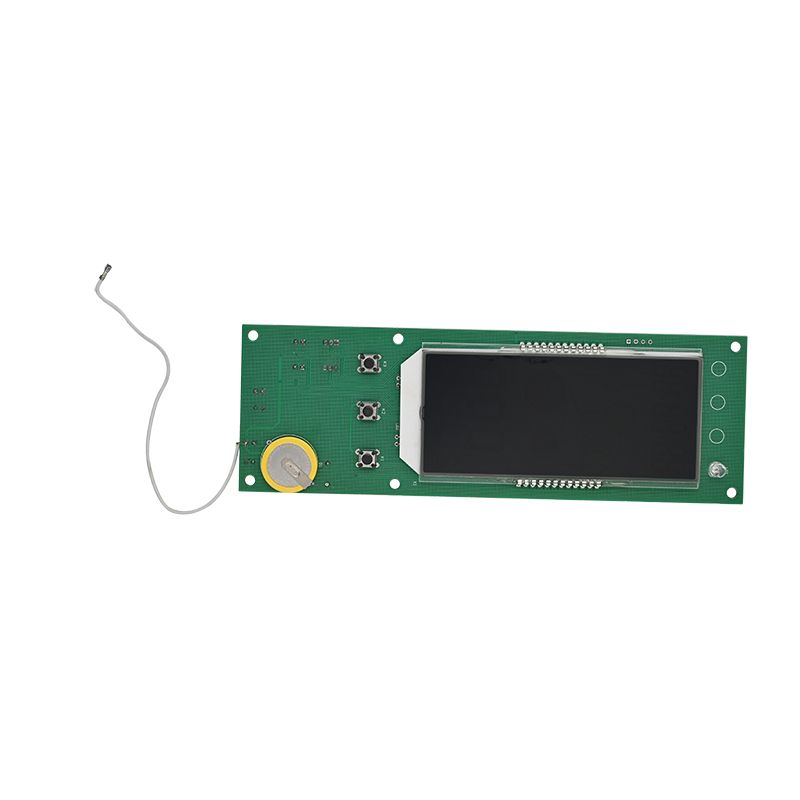
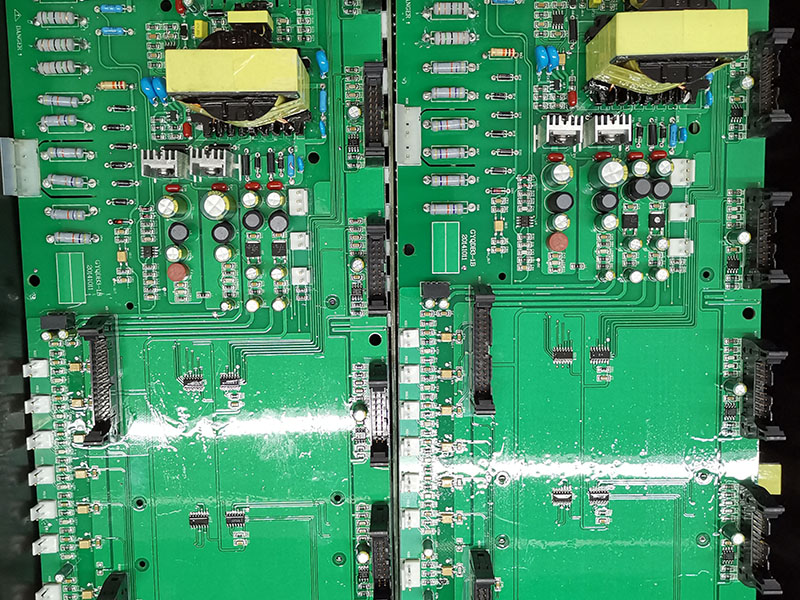
luftkonditionering PCBA
Unixplore Electronics är ett kinesiskt företag som har fokuserat på att skapa och producera förstklassiga luftkonditioneringsmaskiner PCBA sedan 2008. Vi har certifieringar enligt ISO9001:2015 och IPC-610E PCB monteringsstandarder.
Modell:UE-205
Skicka förfrågan
Produktbeskrivning
Hur man förbättrar förstapasshastigheten för SMT-lödningsprocessen för luftkonditioneringsmaskiners PCBA
Unixplore Electronics har engagerat sig i utveckling och tillverkning av hög kvalitetLuftkonditionering PCBA i form av OEM- och ODM-typ sedan 2011.
För att förbättra förstagenomgångshastigheten för SMT-lödning för luftkonditioneringsapparaters PCBA, d.v.s. för att förbättra lödkvaliteten och utbytet, överväg följande:
Optimera processparametrar:Ställ in lämpliga processparametrar för SMT-utrustning, inklusive temperatur, hastighet och tryck, för att säkerställa en stabil och pålitlig lödprocess och undvika löddefekter orsakade av värme eller hastighet.
Kontrollera utrustningens status:Inspektera och underhåll SMT-utrustning regelbundet för att säkerställa normal och stabil drift. Byt ut åldrande komponenter omedelbart för att säkerställa normal drift av utrustningen.
Optimera komponentplacering:När du utformar SMT-monteringsprocessen, placera komponenterna på ett rationellt sätt, med tanke på avståndet och orienteringen mellan komponenterna för att minska störningar och fel under lödningsprocessen för luftkonditioneringens PCBA.
Exakt komponentplacering:Säkerställ exakt komponentplacering och positionering, använd lämpliga mängder lödpasta och SMT-utrustning för exakt lödning.
Förbättra personalutbildning:Tillhandahålla professionell utbildning till operatörer för att förbättra sina SMT-lödningstekniker och operativa färdigheter, vilket minskar driftsfel och lödkvalitetsproblem.
Strikt kvalitetskontroll:Inför strikta kvalitetskontrollstandarder och -processer, övervaka och inspektera lödkvaliteten omfattande och identifiera, justera och korrigera problem omedelbart.
Kontinuerlig förbättring:Analysera regelbundet kvalitetsfrågor och orsaker till defekter under svetsprocessen, implementera ständiga förbättringar, optimera processer och procedurer och öka lödningsutbytet och produktkvaliteten.
Genom att omfattande överväga och implementera ovanstående åtgärder kan utbytet av SMT-lödning för PCBA för luftkonditionering effektivt förbättras, vilket säkerställer stabiliteten och tillförlitligheten av lödkvalitet och produktkvalitet.
Tillverkning av PCBA för luftkonditionering
* Gerber-fil och BOM-lista tillhandahålls av klienten
* Oisolerade PCB-tillverkade, komponenter köpta av oss
* PCB tillverkning med delar färdigmonterade
* 100 % funktionstestad OK före leverans
* RoHS-kompatibel, blyfri tillverkningsprocess
* Snabb leverans, med oberoende ESD-paket
* One stop elektronisk tillverkningstjänst för PCB design, PCB layout, PCB tillverkning, komponentanskaffning, PCB SMT och DIP montering, IC programmering, funktionstest, förpackning och leverans
* Oisolerade PCB-tillverkade, komponenter köpta av oss
* PCB tillverkning med delar färdigmonterade
* 100 % funktionstestad OK före leverans
* RoHS-kompatibel, blyfri tillverkningsprocess
* Snabb leverans, med oberoende ESD-paket
* One stop elektronisk tillverkningstjänst för PCB design, PCB layout, PCB tillverkning, komponentanskaffning, PCB SMT och DIP montering, IC programmering, funktionstest, förpackning och leverans
Unixplore PCB & PCB Assembly Förmåga
| Parameter | Förmåga |
| Lager | 1-40 lager |
| Monteringstyp | Genomgående hål (THT), ytmontering (SMT), blandat (THT+SMT) |
| Minsta komponentstorlek | 0201(01005 Metrisk) |
| Maximal komponentstorlek | 2,0 tum x 2,0 tum x 0,4 tum (50 mm x 50 mm x 10 mm) |
| Komponentpakettyper | BGA, FBGA, QFN, QFP, VQFN, SOIC, SOP, SSOP, TSSOP, PLCC, DIP, SIP, etc. |
| Minsta Pad Pitch | 0,5 mm (20 mil) för QFP, QFN, 0,8 mm (32 mil) för BGA |
| Minsta spårbredd | 0,10 mm (4 mil) |
| Minsta spåravstånd | 0,10 mm (4 mil) |
| Minsta borrstorlek | 0,15 mm (6 mil) |
| Maximal brädstorlek | 18 tum x 24 tum (457 mm x 610 mm) |
| Brädets tjocklek | 0,0078 tum (0,2 mm) till 0,236 tum (6 mm) |
| Skivmaterial | CEM-3, FR-2, FR-4, High-Tg, HDI, Aluminium, High Frequency, FPC, Rigid-Flex, Rogers, etc. |
| Ytfinish | OSP, HASL, Flash Gold, ENIG, Gold Finger, etc. |
| Lödpasta typ | Blyhaltig eller blyfri |
| Koppartjocklek | 0,5 OZ – 5 OZ |
| Monteringsprocess | Återflödeslödning, våglödning, manuell lödning |
| Inspektionsmetoder | Automatiserad optisk inspektion (AOI), röntgen, visuell inspektion |
| Testmetoder internt | Funktionstest, sondtest, åldringstest, hög- och lågtemperaturtest |
| Handläggningstid | Provtagning: 24 timmar till 7 dagar, masskörning: 10 - 30 dagar |
| PCB Monteringsstandarder | ISO9001:2015; ROHS, UL 94V0, IPC-610E klass ll |
Unixplore Value-Added EMS-tjänst
● IC-förprogrammeringstjänst med fil i formatetHEX,ÄLVAochBIN.
● Air Conditioner PCBA Funktionell testfixtur anpassad efter kundens testkrav
● Lådbyggnadsservice inklusive plast- och metallhöljeform och tillverkning av delar
● Konform beläggning inklusive selektiv lackbeläggning, epoxihartsingjutning
● Kabelnät och kabelmontage
● Färdig produktmontering inklusive kartong, skärm, membranomkopplare, märkning och skräddarsydd kartong- eller butiksförpackning.
● Olika tredjepartstester för PCBA är tillgängliga på begäran
● Produktcertifieringshjälp
● Air Conditioner PCBA Funktionell testfixtur anpassad efter kundens testkrav
● Lådbyggnadsservice inklusive plast- och metallhöljeform och tillverkning av delar
● Konform beläggning inklusive selektiv lackbeläggning, epoxihartsingjutning
● Kabelnät och kabelmontage
● Färdig produktmontering inklusive kartong, skärm, membranomkopplare, märkning och skräddarsydd kartong- eller butiksförpackning.
● Olika tredjepartstester för PCBA är tillgängliga på begäran
● Produktcertifieringshjälp
PCBA-produktionsprocedur
-

1.Automatisk lödpasta-utskrift
-
2.lödpasta utskrift klar
-

3.SMT val och plats
-
4.SMT val och plats gjort
-
5.redo för återflödeslödning
-
6.återflödeslödning gjord
-
7.redo för AOI
-

8.AOI inspektionsprocess
-

9.THT-komponentplacering
-

10.våglödningsprocess
-
11.THT montering klar
-

12.Tillverkning av PCBA för pappersförstörare
-

13.IC-programmering
-
14.funktionstest
-
15.QC-kontroll och reparation
-
16.PCBA-konform beläggningsprocess
-

17.ESD-packning
-

18.Klar för leverans
Förpackning
För PCBA
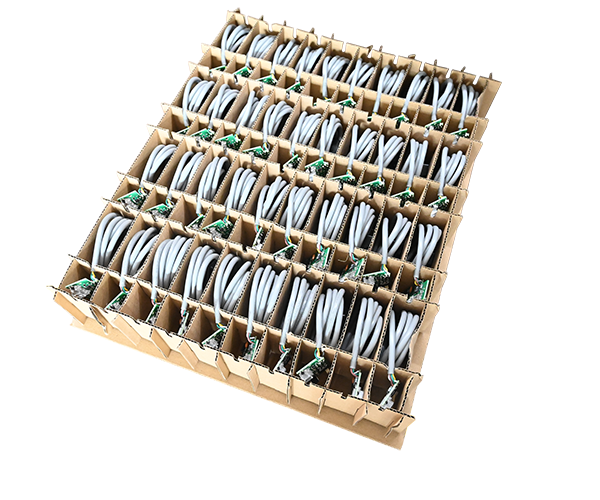

För färdig produkt


Hot Tags: luftkonditionering PCBA, Kina, Tillverkare, Leverantörer, Fabrik, Anpassad, Billigt, Kvalitet, Avancerad, CE, 1 års garanti, Pris
Relaterad kategori
PCBA för hushållsapparater
Industriell styrning PCBA
PCBA för bilar
Konsumentelektronik PCBA
Medicinsk utrustning PCBA
Säkerhetssystem PCBA
Sjukvård PCBA
LED-belysning PCBA
IoT PCBA
Elektriskt trädgårdsverktyg PCBA
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.